Datos del producto:
Pago y Envío Términos:
|
| Material: | 42CrMo 50Mn | Diámetro externo: | 1046,1 mm |
|---|---|---|---|
| Diámetro interno: | 872m m | Altura: | 56m m |
| Plazo de expedición: | en la acción | PAQUETE: | Caso de madera fuerte |
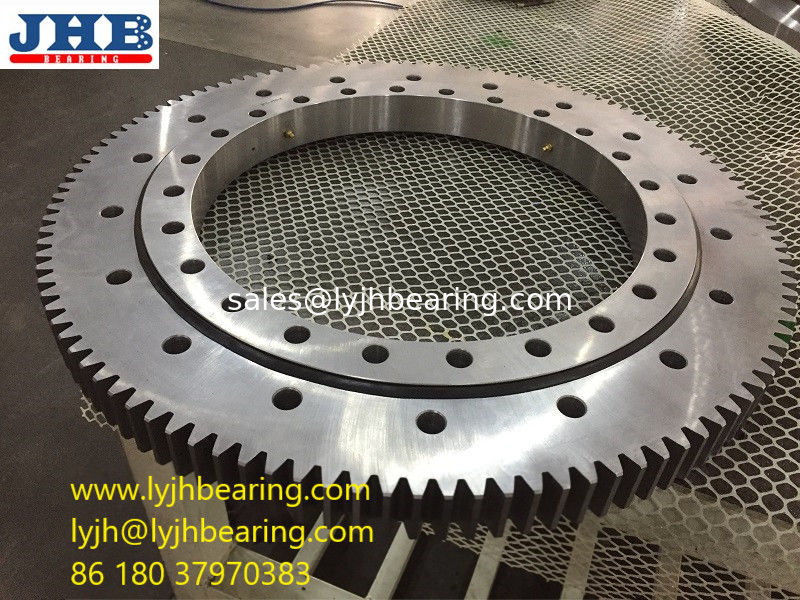
Los sistemas de tramitación utilizan el rodamiento de bolitas de la matanza del VSA 200944 N 1046.1x872x56m m
Los anillos de la matanza del VSA 200944 N se sellan en ambos lados, lubricados con una grasa de alta calidad, pueden ser re lubricada vía las entrerroscas de la lubricación y son particularmente fáciles de caber. Los anillos de rodadura se suministran sin los dientes de engranaje o, para alcanzar soluciones simples de la impulsión, están disponibles con los dientes de engranaje externos o internos.
se diseñan los anillos de la matanza como: cuatro transportes del contacto del punto
estos anillos de la matanza sin la carga son robustos y probados bajo operación muy exigente; ponen solamente demandas leves en la llanura y el perpendicularity de la construcción adyacente. Son convenientes para los usos con los requisitos bajos para la exactitud y la rigidez del arreglo que lleva, por ejemplo en máquinas, el equipo de energía eólica y la maquinaria de construcción metalúrgicos simples el diámetro externo: 1046.1m m, diámetro interno: 872m m, altura: 56m m, es la serie ligera que lleva la estructura con los dientes internos.
| Descripción | Rodamiento de bolitas de la matanza del VSA 200944 N |
| Dimensión (ODXIDXH) | 1046.1x872x56m m |
| Diámetro externo (OD) | 1046,1 milímetros |
| Diámetro interno (identificación) | 872 milímetros |
| Anchura/altura/(h) | 56 milímetros |
| peso | 77kgs |
| Material | 42CrMo, 50Mn |
| Balanceo | Bola de LYC |
| Datos de los dientes | |
| haga | 1032m m |
| m | 8 |
| Los dientes numeran | 129 |
| Paquete | Dentro del paquete: película plástica + papel de Kraft + cinta azul; Paquete exterior: caso de madera de la libre-fumigación estándar de la exportación. |
| Plazo de expedición | 20-30 días |
| Servicio | La tecnología comunica con el ingeniero, y si usted necesita el dibujo de asamblea, podemos enviarle |
matanza llevando la lista de tipos de la estructura como siguiente:
| Tamaño del límite (milímetro) (dxDxH) | Datos de los dientes | |||||
| tipo del transporte de la matanza | Diámetro externo (milímetros) | Diámetro interno (milímetros) | Altura (milímetros) | d 0 | m | z |
| VSA 200414 N | 503,3 | 342 | 56 | 495 | 5 | 99 |
| VSA 200544 N | 640,3 | 472 | 56 | 630 | 6 | 105 |
| VSA 200644 N | 742,3 | 572 | 56 | 732 | 6 | 122 |
| VSA 200744 N | 838,1 | 672 | 56 | 828 | 6 | 138 |
| VSA 200844 N | 950,1 | 772 | 56 | 936 | 8 | 117 |
| VSA 200944 N | 1046,1 | 872 | 56 | 1032 | 8 | 129 |
| VSA 201094 N | 1198,1 | 1022 | 56 | 1184 | 8 | 148 |
![]()
![]()
Tratamiento de la superficie sustentadora de la matanza:
tratamiento 1.polishing
proceso 2.galvanizing
tratamiento 3.phosphating
tratamiento 4.Coating
![]()
![]()
Tenemos 70 empleados, con 10 ingenieros experimentados y technicists profesionales. La mayor parte del ingeniero fábrica de la marca de LYC y de ZWZ, habían poseído la producción y el diseño y después de las ventas experimentadas para diseñar el transporte. Podemos también diseñar el dibujo según la condición del trabajo que lleva para cumplir el requisito de cliente.
Capacidad de fabricación:
Equipado de los instrumentos de fabricación avanzados de la máquina y de la prueba del CNC para asegurar la tolerancia exacta, todos los transportes están del uniforme que marca y que embala con calidad superior, precios razonables y servicios perfectos. Mientras tanto podemos hacer el módulo para probar el agujero de montaje.
Control de calidad:
Todo el transporte de la forja al proceso de asamblea, necesitará examinar paso. Para la forja que lleva necesitaremos probar el tamaño y dureza y superficie, para el proceso del torno y el proceso de pulido, primero necesitará comprobar por el trabajador, y entonces el inspector profesional comprobando el tamaño y exacto, el paso pasado el monitor examinará el tamaño. Puede asegurar el defecto cero.
Forjar proceso:
Los espacios en blanco de los anillos de rodadura se hacen principalmente de barras y de tubos, mientras que el proceso que forja es solamente aplicable a las barras. Sin embargo, las forjas son los materiales en blanco más usados de llevar la fabricación, y son convenientes para los transportes grandes y medianos. La forja se puede dividir en la forja caliente, la forja fría y la forja caliente. La forja caliente refiere a proceso sobre la temperatura de la recristalización del metal del billete, la forja caliente está forjando en una temperatura que no excede la temperatura de la recristalización, y la forja fría refiere a la forja en la temperatura normal.
El propósito de la forja de la virola: 1. Con la forja, obtenga un espacio en blanco con un tamaño similar al producto, mejorar la utilización de los materiales del metal, reducir la cantidad de trabajar a máquina, y reducir costes. 2. la forja puede eliminar los defectos internos del metal, mejorar la estructura, y aumentar así la vida de servicio del transporte.
Proceso general de la forja:
Material de la barra, inspección, calentando, escondiendo, calefacción secundaria, forjando, rodando, refrescándose, recocido, limpiando
Torneado áspero: El torneado áspero se realiza según el dibujo del proceso de torneado, y la velocidad y la cantidad el cortar que cortan se ejecutan estrictamente según las regulaciones técnicas (la velocidad general del corte es 5 RPM. La cantidad que corta es 10m m ~ 12m m).
2,2 envejecimiento de torneado áspero: Después de dar vuelta áspero de llevar se terminan las piezas, la ayuda de tres puntos y la colocación plana no se permite (el amontonamiento no se permite), y la precisión que da vuelta al proceso se puede realizar después del tiempo de envejecimiento no es menos de 48 horas.
2,3 la multa que da vuelta a llevar piezas al acabar el torneado, la velocidad del corte es 6 a 8 revoluciones por minuto, y la cantidad del corte es 0,3 a 0,5 milímetros.
2,4 torneado de la precisión: Para evitar que las piezas deformen cuando las piezas que llevan finalmente se acaban, las piezas se deben aflojar para hacer las partes en un estado sin acentuar. La velocidad de torneado es 8 revoluciones por minuto y la cantidad que corta es 0,2 milímetros.
2,5 proceso especial del anillo interior de cojinete de la matanza del rodillo de la cruz y de la tres-fila: Para evitar que el anillo interior de cojinete de la matanza del rodillo de la cruz y de la tres-fila deforme después del tratamiento térmico. El proceso de torneado se debe realizar en pares, es decir, la alcantarilla continuamente está procesando. No se realiza ningún corte antes del tratamiento térmico, y el corte se realiza después de calentar.
2,6 coche acabado después de calentar: Después de los anillos internos y externos del transporte sea sometido a un tratamiento térmico, se realiza el proceso de torneado acabado del coche, y los procedimientos técnicos son lo mismo que 2,3 y 2,43)
Transportes VLA 200844 N de la matanza realizarse extremadamente bien en una variedad de usos por ejemplo:
• plataformas del acceso
• excavadores de rueda de cubo
• auges del transportador
• grúas de todos los tipos
• excavadores pequeños, medios y grandes
• tablas de indexación de direcciones
• torrecillas de cucharón
• usos costeros
• robots
• carretones ferroviarios
• plataformas rotatorias
• apiladores
• espejos solares
• taladradoras del túnel
• turbinas de viento
![]()
Tipos principales:
Solos transportes del anillo de la matanza de la bola de la fila
Transportes dobles del anillo de la matanza de la bola de la fila
Transporte cruzado del anillo de la matanza del rodillo
Tres transportes cilíndricos de la matanza del rodillo de la fila
BOLA y transportes combinados RODILLO de la matanza
Transporte del anillo de la matanza Flanged
Con engranaje:
Transportes de la matanza con el engranaje externo
Transportes de la matanza con el engranaje interno
Mató los transportes sin el engranaje
Tipo del reborde:
Transportes de la matanza con el reborde externo y el engranaje interno
Mató los anillos con el reborde interno y el engranaje externo
Mató los transportes con el reborde externo e interno
Persona de Contacto: Mrs. Jean Yang
Teléfono: 0086 18037970383